










蔵の地下から湧出する仕込み水、
田野町自生の酵母も採り入れて。
この地の風土と営みに忠実な
焼酎を醸しています。



麹菌は河内源一郎商店の
白麹黒麹を使用しています。
製麹には、焼酎用種麹の代名詞といえる「河内源一郎商店」の河内菌白麹、河内菌黒麹を使っています。南九州に位置する宮崎県の温暖な風土、それにもっとも適した麹菌です。


仕込み水も、自宅敷地内の井戸から湧く
鰐塚山系の伏流水で醸します。
焼酎づくりは水も命。当酒造場では蔵の井戸から汲み上げた鰐塚山系の伏流水を仕込み水として使っています。その清冽な水質は、『旭萬年』『旭万年』の深い香りとコクを引き立ててくれる影の主役です。


二次仕込みは、
一次もろみに蒸した芋と仕込み水を加え
さらに発酵を進めます。
10日ほどで蒸留が可能となります。
麹米と仕込み水、蔵付き酵母によって出来上がった酛(もと)に、蒸した採れたての芋と追加の仕込み水を加えて、醪を造ります。当酒造場では10日間発酵させて蒸留へと進みます。蔵の男たちが交代で温度管理の寝ずの番、そんな日々が繰り返されます。


天然酵母を取り込むために、櫂棒なども
周囲に自生する竹や樹木を切り出して
自作しています。
原料も自家栽培なら、仕込みに使う道具たちも同じ。初代以来、酒造場の男たちは田野町の各所に自生する竹や小木を切り出して、いろんな道具を自作します。これも木材に付いている天然酵母など微生物を醪に取り込むため。舞台裏の目立たない作業、でも大切な作業です。


創業以来百年、渡邊酒造場は頑なに
常圧蒸留の味を守っています。
常圧蒸留、一徹。それが当酒造場の百年間変わらない信条です。すっきりさっぱりと飲みやすい減圧蒸留法が一世を風靡した時代は、深く濃い味わいの『旭萬年』にとって苦闘の日々。
しかし二代目一男(故人)、三代目友美は節を曲げず「うちの味」を守ってきました。その思いをいま四代目兄幸一朗、弟潤也が受け継いでいます。


種芋の伏せ込みから始まった焼酎づくり、
その最後の関門が蒸留です。
細心の注意でその過程を見届けます。
原料芋が酒精へと生まれ変わる完結の瞬間、蒸留は一刻一刻が気の抜けない作業の連続です。千の配慮を重ねても、一つの見落としで酒質が変わるデリケートな調整に、四代目兄弟が細心の注意を払って取り組みます。



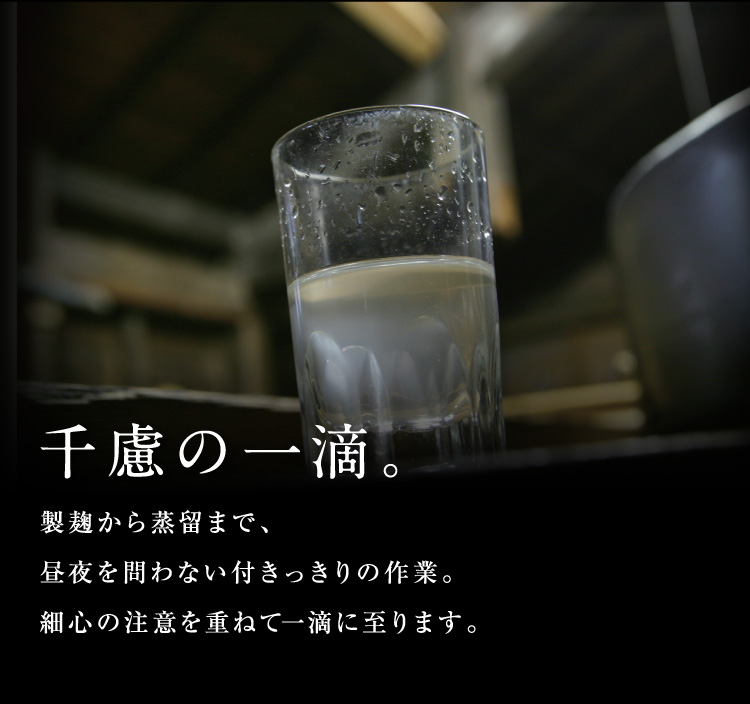
丹精込めて育てた芋が、焼酎に生まれ変わった瞬間。
貯蔵タンクに移し替えた後、しばし寝かせて出荷の時を待ちます。
自ら栽培した芋が酒精となってほとばしる、その瞬間は何度経験しても格別なものです。蒸留したての原酒は強烈なガス臭と荒々しさがあるため、最低減の油分をすくった後はタンクで貯蔵。出荷までしばし熟成の眠りにつきます。
